产品概述
产品名称:直流充电桩自动化装配检测柔性生产线
适用装配:直流式充电桩,交流式充电桩,单头式充电桩,多头式充电桩,落地式充电桩,壁挂式充电桩
设备功能:自动化输送系统,工位辅助-照明风扇气路滑道挂钩插座气源接口工艺显示屏等,物料呼叫系统,扫码存储系统等
区域划分:装配区,检测区,老化区,测试区,密封性检测试验,特殊防护试验,包装码垛区
充电桩流水线技术说明:
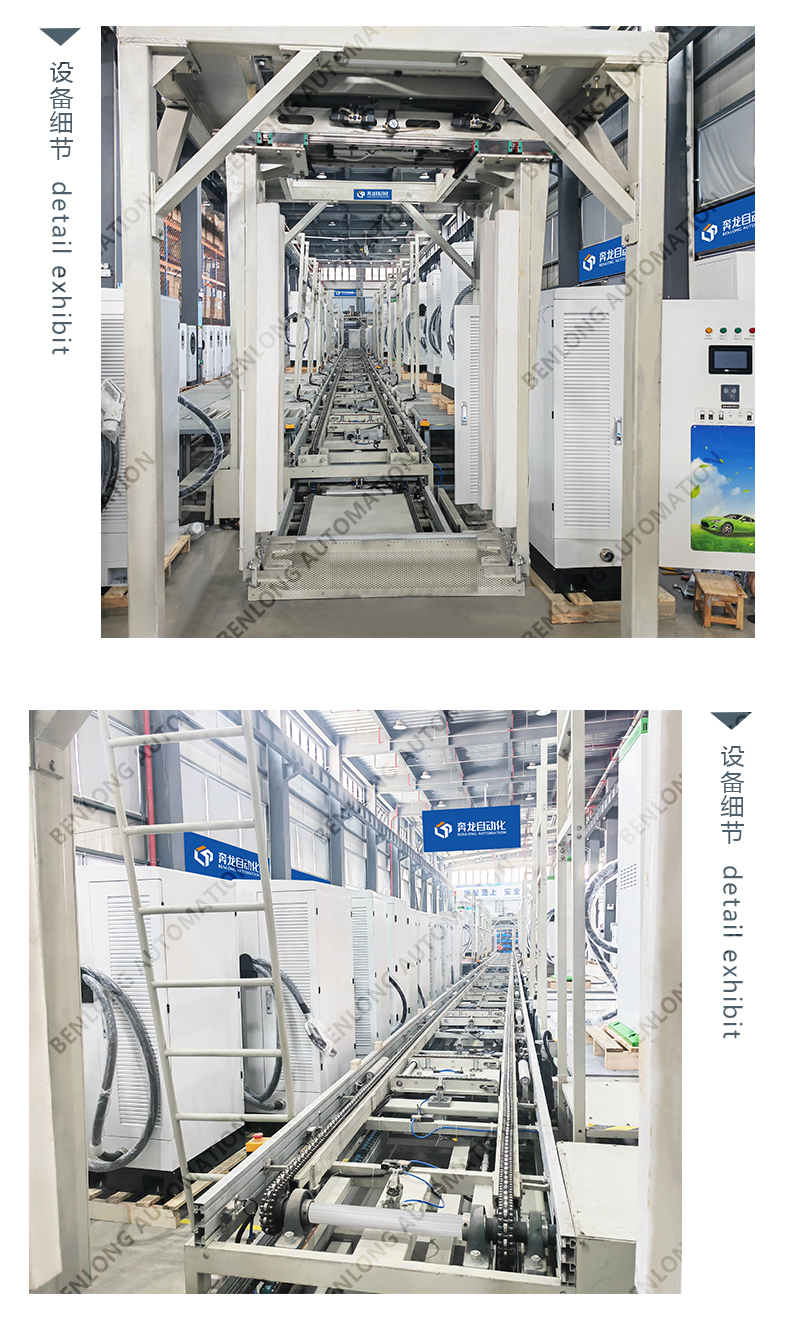
1、整个生产线主要分三段控制,分别为装配区、待检区、检测区,三段独立控制,采用链板线传动,每段速度可调,调整范围在1m~10m/min;流水线停止为逐步缓停,产品流向符合生产工艺流程,具有较高的自动化。
2、上下线采用助力机械臂,抓取桩体采用真空吸附方式抓取,吸附能力大于200kg;
3、桩体在线下运输时采用自动化小车运输,可按照设计路线自动化控制运输;
4、装配区说明:按照2m间隔设置工位,每个工位上配置控制指示灯、工艺挂牌、急停按扭、工具盒、两孔和三孔插座两套、操作踏板,另外在**个工位处设置线体传送的启停控制按钮和工位完成指示灯。其中每个工位上的控制指示灯位置要让每个工位的操作人员都能够看到,当本工位装配工作完成后,通过手动控制指示灯点亮,当所有工位上的控制指示灯都点亮时,**工位上的工作完成指示灯点亮,此时**工位上的操作人员可通过启停控制按钮来启动传送线,传送到指定位置时,手动停止传送线停下,继续下一道工序的装配。
5、待检区说明:转弯处改用顶升旋转滚筒线,产品从**条装配线进入至滚筒线,然后气缸顶起,旋转90°后下沉,由滚筒输送至第二条待检线,要求产品底部必须平整。考虑到转弯处的衔接控制,确保桩体在经过装配区到待检区或者经过待检区到检测区时,桩体操作方向不变,开门方向为流水线内侧,同时充分保证在转弯时的方便性和安全性。待检区设置两个工位,每个工位上配置工艺挂牌、启停按扭、工具盒、两孔和三孔插座两套、操作踏板,充电桩在装配区完成操作后,通过转弯区到达待检区,在此区域完成充电桩的一般检查工作,检查主要通过人工完成;
6、检测区说明:按照4m间隔设置工位,每个工位上配置工作台(用于放置操作电脑)、工艺挂牌、启停按扭、工具盒、两孔和三孔插座两套、操作踏板,充电桩在检测时直接通过充电枪与检测设备连接,检测完成后控制传送下线。以避免接线、插枪造成桩体晃动。
7、自动化小车:在上下线时负责桩体的运输工作,能够按照指定路线进行自动传送。
8、整体流水线设计要求美观大方、安全可靠、自动化程度高,同时充分考虑线体的承载能力,线体有效宽度设计为1m,单桩**重量200kg。
9、系统采用三菱(或欧姆龙)PLC实现整线控制,配置人机操作界面执行设备组态、操作、监控及异常维护指导功能,且预留MES接口。
10、线系统配置:气动元器件(国产优质)、电机减速机(城邦);电气主控制单元(三菱或欧姆龙等。
充电桩流水线基本要求:
A.充电桩流水线生产能力、节拍:
50 台/8h;生产基本节拍:1台/ min,生产时间:8h/班,250天/年。
B. 充电桩流水线总长度:装配组装线33.55m;
待检组装线5m、 检测线18.5m
C. 充电桩流水线 桩体**重量:200kg
D. 桩体**外形尺寸:1000X1000X2000(mm)
E. 充电桩流水线线面高度:400mm。
F. 总用气量:压缩空气压力为7kgf/cm2,流量不超过0.5m3/min(未含气动工具及气动助力机械手的用气量)。
G. 总用电量:整套流水线不超过30KVA。
H. 充电桩流水线噪音:整线噪音小于75dB(距噪音源1m处测试)。
I. 充电桩流水线输送线体和各专机设计先进合理,具有较高的自动化程度,物流符合工艺路线要求,生产线不会发生拥挤堵塞现象;线体结构牢固稳定,外观格调统一。
J. 充电桩流水线在正常工作条件下具有足够的稳定性和强度。
K. 充电桩流水线架空线体必须足够的强度、刚度和稳定性,不会对人员安全威胁;专机和设备可能危机人身安全的地方有相应的防护装置和安全警示标志。